 Germany
Germany Italy
Italy USA
USA South Korea
South Korea UK
UK India
India France
France China
China Japan
Japan









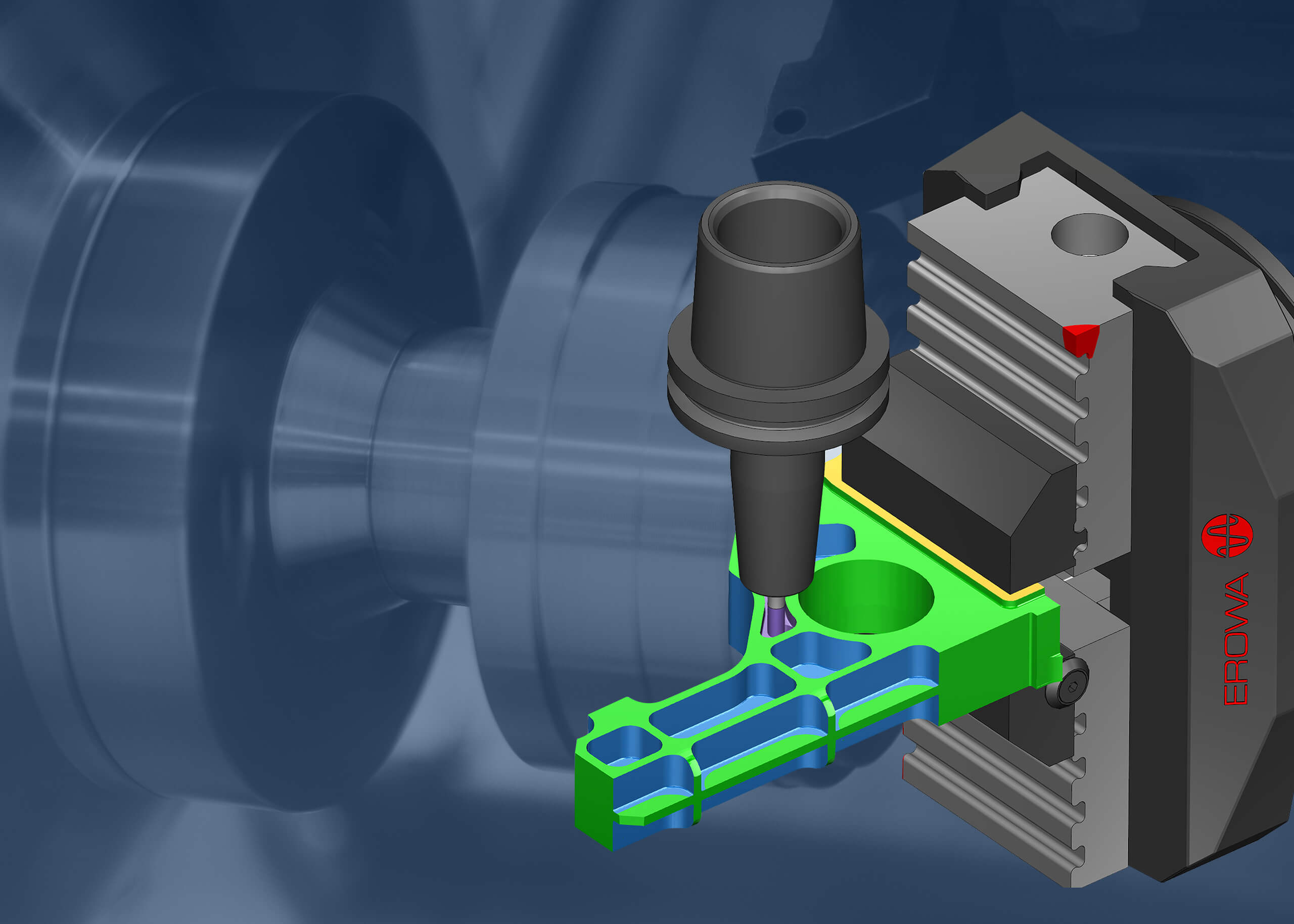







Depuis 1988 CGTech est le spécialiste
incontesté de la simulation machines-outils à commande numérique.
Le monde de l’Industrie et particulièrement de la fabrication mécanique se transforme et se digitalise. Spécialiste de la simulation des machines-outils à commande numérique, nous mettons notre savoir-faire et notre expertise au service d’entreprises manufacturières. Forts de 30 années d’expérience, nous accompagnons nos clients pour relever leurs défis de compétitivité. La sécurisation et l’optimisation des équipements de production sont au cœur de nos préoccupations.
Produits
Service & Support
Société
